
 电化铝手机看片在线
电化铝手机看片在线 烫金纸手机看片在线
烫金纸手机看片在线 电化铝烫印箔手机看片在线
电化铝烫印箔手机看片在线 金箔手机看片在线 RSDS7-1350
金箔手机看片在线 RSDS7-1350 烫金膜手机看片在线
烫金膜手机看片在线 金箔手机看片在线 MINI-750
金箔手机看片在线 MINI-750服务热线
180-5003-0233
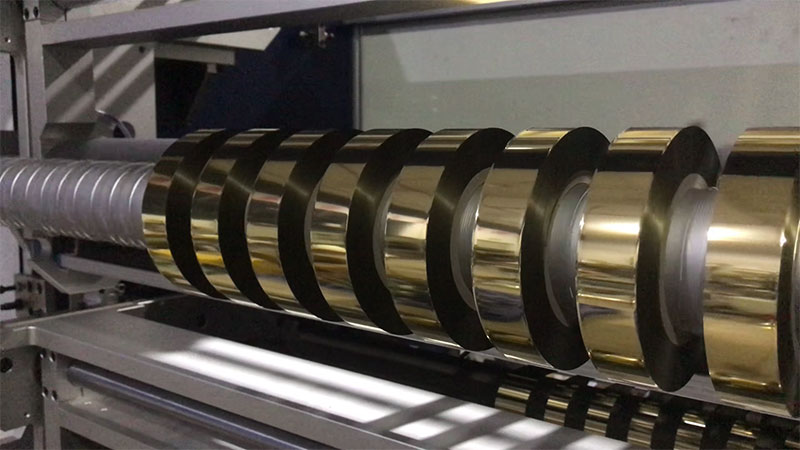
烫金箔分切过程中,端面不齐是常见的质量问题之一。端面不齐不仅影响产品外观,还会导致后续烫金工序中出现定位不准、走箔不畅等麻烦。如果你也遇到了这个问题,不用急着换设备,先按顺序检查以下4个关键部位,大部分问题都能迎刃而解。

一、检查切刀系统
切刀是决定分切端面质量的第一关。
• 刀片锋利度:钝刀会拉扯箔膜,而非利落切断,导致端面毛边、不齐。用放大镜观察刀刃,如有缺口或明显磨损痕迹,应及时研磨或更换。
• 刀片安装角度:上刀与下刀(或圆刀与底刀)之间的夹角、重叠量是否符合作业标准。角度偏差会造成受力不均,使切出的边缘呈波浪形。
• 刀轴间隙:用手轻轻晃动刀轴,感觉是否有径向或轴向窜动。间隙过大时,刀刃在接触箔材的瞬间会发生偏移。
二、检查张力控制系统
张力波动是端面不齐的“头号元凶”。
• 放卷张力:观察张力显示仪表是否稳定波动。如果张力时大时小,箔层在分切过程中会来回游走,收卷后必然端面参差。检查张力传感器、磁粉制动器(或气动制动器)是否工作正常。
• 收卷张力:收卷张力过小,卷芯松散,端面塌陷;张力过大,箔层被拉薄甚至拉伸变形,端面也会高低不平。可尝试小幅调整收卷张力锥度参数,观察端面改善情况。
• 过辊灵活性:所有导向辊、浮动辊应转动自如,无卡滞。一根不转的过辊会像刹车一样拖拽箔材,引起局部张力突变。

三、检查纠偏装置
纠偏系统失效时,箔卷会像“蛇行”一样左右摆动。
• 纠偏感应器:光电或超声波感应器表面是否被灰尘、箔屑遮挡?灵敏度设置是否适当?可用标准测试片验证感应器是否能准确识别箔材边缘。
• 执行机构:推动放卷座或收卷座平移的液压缸、丝杆或直线模组动作是否顺畅?若反应迟钝或行程不足,就无法及时纠正跑偏,导致每层箔的端面不在同一垂直面上。
• 控制逻辑:部分老式设备纠偏响应速度可调,如果响应过慢,可适当加快;响应过快则会引起振荡,反而加剧不齐。
四、检查收卷压辊及卷芯
收卷机构本身的状态直接影响端面的整齐程度。
• 压辊状态:压辊(接触收卷卷表面的橡胶辊)表面是否磨损不均或附着异物?压辊两端压力是否一致?可以用塞尺或凭经验按压判断。压力不均会使卷材一端紧一端松,端面自然不齐。
• 卷芯圆度与平行度:使用的纸管或塑料卷芯是否圆整?卷芯安装后是否与收卷轴同心?卷芯弯曲或偏心时,收卷一开始就埋下了“端面不平”的隐患。
• 收卷轴跳动:让收卷轴低速空转,用百分表测量轴端的径向跳动。若跳动超过允许范围(一般应小于0.05mm),需要检查轴承、轴套或轴本身是否弯曲。

快速排查流程建议
如果你时间紧迫,建议按照以下顺序快速判断:
1. 先空转:拆下箔材,让手机看片在线空载运行,观察刀轴和收卷轴是否有异常晃动——排除机械基础问题。
2. 再走纸:用厚纸或废箔短距离分切,观察切边质量——锁定是否是切刀问题。
3. 后调张力:在确认刀和纠偏正常后,逐步微调放卷和收卷张力——多数情况下,这一步能解决80%的端面不齐问题。
端面不齐往往是多因素耦合的结果,比如“切刀钝了”加上“张力偏大”会放大问题。建议每次只调整一个变量,对比改善效果,避免盲目乱调。如果以上4个部位都检查完毕且无异常,那么可以考虑检查电气控制系统中的速度同步信号,或联系设备厂家进行整体精度校准。


